(1) Сырьевые материалы, т.е. рулоны ленты, сварочная проволока, флюс. Все они должны пройти строгие физические и химические испытания, прежде чем их начнут использовать.
(2) Головная и хвостовая части полосы соединяются встык однопроволочной или двухпроволочной дуговой сваркой под флюсом, а автоматическая дуговая сварка под флюсом используется для выполнения сварки после прокатки в стальную трубу.
(3) Перед формовкой полоса подвергается выравниванию, обрезке кромок, строганию кромок, очистке поверхности, транспортировке и обработке кромок перед гибкой.
(4) Использование манометра электрического контакта для управления давлением цилиндра с обеих сторон конвейера обеспечивает плавную подачу ленты.
(5) принять внешний или внутренний роллер.
(6) Использование устройства управления зазором шва для обеспечения того, чтобы зазор шва соответствовал требованиям сварки, диаметр трубы, количество неправильных краев и зазор шва строго контролируются.
(7) как внутренняя, так и внешняя сварка используют электросварочный аппарат линкольна в соединенных штатах для однопроводной или двухканатной сварки с дуговой сваркой, таким образом приобретая стабильные спецификации сварки.
(8) Сварные швы после сварки проходят непрерывный ультразвуковой автоматический дефектометр в режиме онлайн, обеспечивая 100% неразрушающее покрытие винтовых швов. Если есть дефекты, автоматическая тревога и распыление маркировки, рабочие - производители в соответствии с этим в любое время корректируют технологические параметры, своевременно устраняют дефекты.
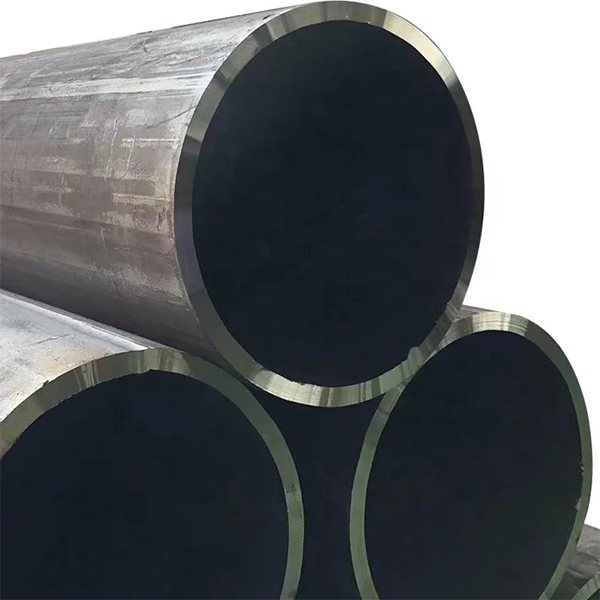
(9) С помощью воздушно-плазменной резки разрежьте стальную трубу на отдельные части.
(10) после того, как каждая партия будет разрезана на одну стальную трубу, каждая партия должна пройти строгий первичный осмотр, чтобы проверить механические свойства шва, химические компоненты, состояние растворимости, качество труб, а также убедиться в Том, что они не смогут быть официально произведены до тех пор, пока не будут проведены тесты на неповрежденные дефектоскопические трубы.
(11) части шва с непрерывной акустической дефектной меткой, перепроверенные вручную ультразвуком и рентгеновским излучением, если это действительно дефект, восстановлены и вновь проверены без потерь до тех пор, пока не будет доказано, что дефект устранён.
(12) труба для сварного шва с полосатой сталью и соединения с тином, пересекающимися со спиральным швом, полностью проверена на рентгеновское телевидение или на съёмках.
(13) каждая стальная труба подвергается испытанию на статическое давление воды, давление в радиальной изоляции. Экспериментальный стресс и время строго контролируются аппаратами для обнаружения воды на стальной трубе. Автоматическая распечатка параметров испытания.
(14) механическая обработка труб дает точное управление вертикальной степенью торможения, краями по склону и тупым краям.