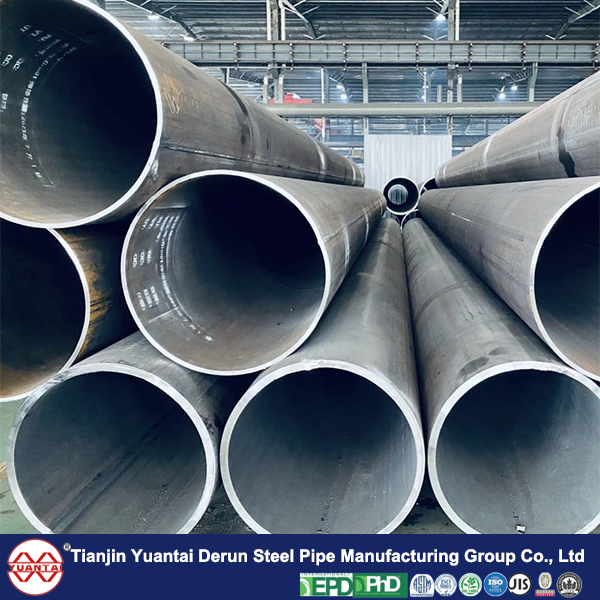
Преимущества производительности стальной трубы LSAW
Стальная труба LSAW имеет более широкий диапазон готовых технических характеристик, лучшую вязкость, пластичность, однородность и плотность сварного шва, а также обладает такими преимуществами, как большой диаметр трубы, толстая стенка, устойчивость к высокому давлению, устойчивость к низким температурам и коррозионная стойкость. При строительстве высокопрочных и высококачественных нефте- и газопроводов большой протяженности чаще всего требуются стальные трубы большого диаметра с толстой стенкой LSAW. Согласно стандартам API, в крупных нефте- и газопроводах, проходящих через горную зону, морское дно, густонаселенные городские районы, такие как районы категории 1, категории 2, труба LSAW является единственным обозначенным применимым типом труб.
Она может быть дополнительно классифицирована в соответствии с различными методами формовки:
Стальная труба UOE: после предварительного сгибания одной стальной пластины по краю, она формируется с помощью U-образной, O-образной формовки, внутренней сварки, внешней сварки, механического холодного расширения и других процессов.
JCOE стальная труба: то есть, в соответствии с “J-C-O-E” предварительной сварки, формирования, сварки, холодного расширения и других процессов.
Стальная труба HME: методом дорновой прокатки в соответствии с “C-C-O” формовкой, сваркой, холодным расширением и другими процессами.
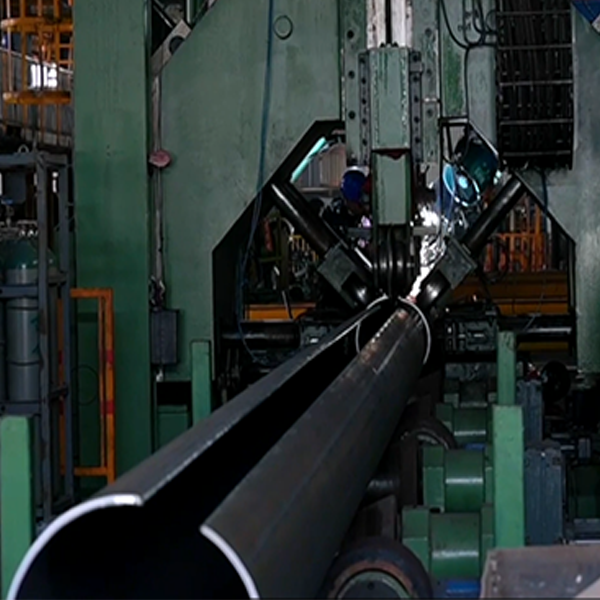
Дуговая сварка под флюсом (включая наплавку под флюсом, электрошлаковую наплавку и т.д.) – это метод сварки, при котором дуга горит под слоем флюса. Благодаря присущим ему преимуществам – стабильному качеству сварки, высокой производительности, отсутствию свечения дуги и очень малому количеству дыма – он является основным методом сварки при изготовлении сосудов под давлением, трубных секций, коробчатых балок и колонн и других важных стальных конструкций. Несмотря на появление множества новых эффективных и высококачественных методов сварки, области применения дуговой сварки под флюсом остаются незатронутыми. С точки зрения доли массы расплавленного металла, наносимого различными методами сварки, дуговая сварка под флюсом составляет около 10 процентов и не претерпела значительных изменений за прошедшие годы.
Когда проволока определена (обычно это зависит от сварки стали), поддержка использования флюса стала ключевым материалом, который напрямую влияет на механические свойства металла шва (особенно пластичность и низкотемпературную вязкость), сопротивление растрескиванию, дефекты сварки и производительность сварки. Проволока и флюс с весовым соотношением проволока: флюс = 1,1 ~ 1,6, в зависимости от типа сварного соединения, типа используемого флюса, параметров сварочных характеристик. По сравнению с плавильным флюсом, дозировка спеченного флюса более экономична, примерно на 20% меньше.
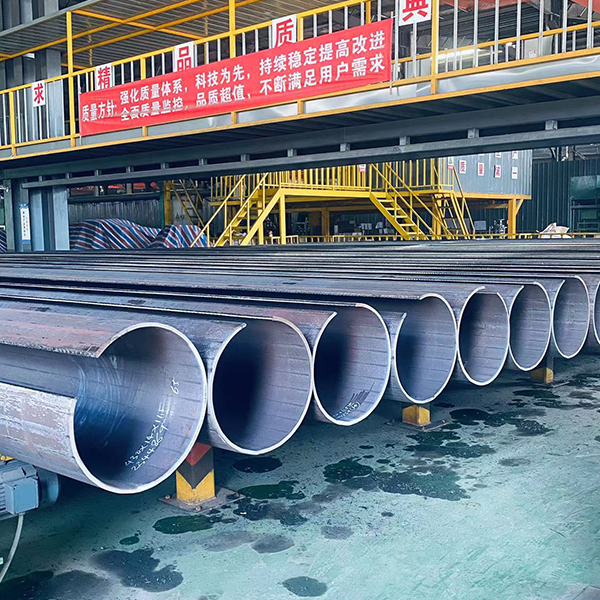
Основные технические параметры LSAW (прямошовной трубы, сваренной под флюсом) следующие:
Толщина стенки: до 6,4-23,8 мм (0,252-0,94 дюйма) в марке стали X80; до 6,4-26,4 мм (0,252-1,04 дюйма) в марке стали X70. Толщина стенки может быть увеличена в разной степени при уменьшении материала.
Стандарты продукции: ISO3183-3, API Spec 5L, GB9711 и др.
Диаметр стальной трубы LSAW может достигать Φ406.4-Φ1422.4 мм.
Наибольшая длина трубы может достигать 12,2 м, а толщина стенки составляет 6,4-26,4 мм в марке стали ×70.
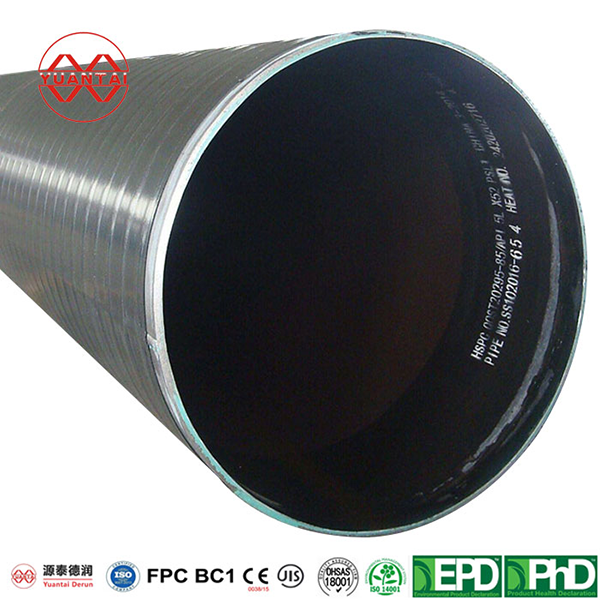
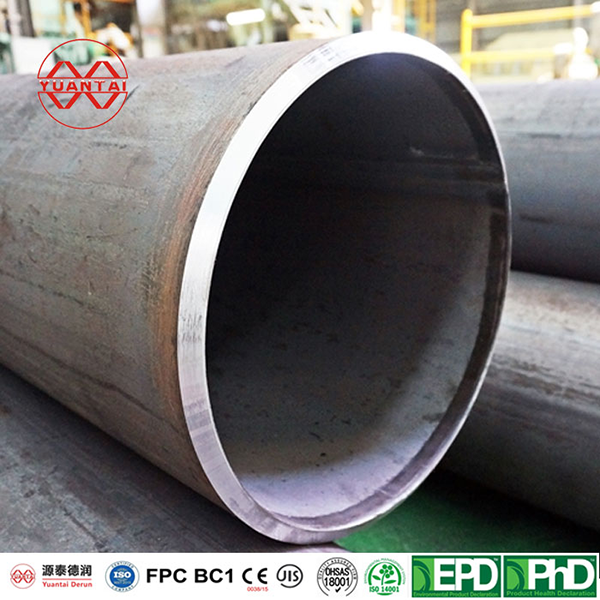
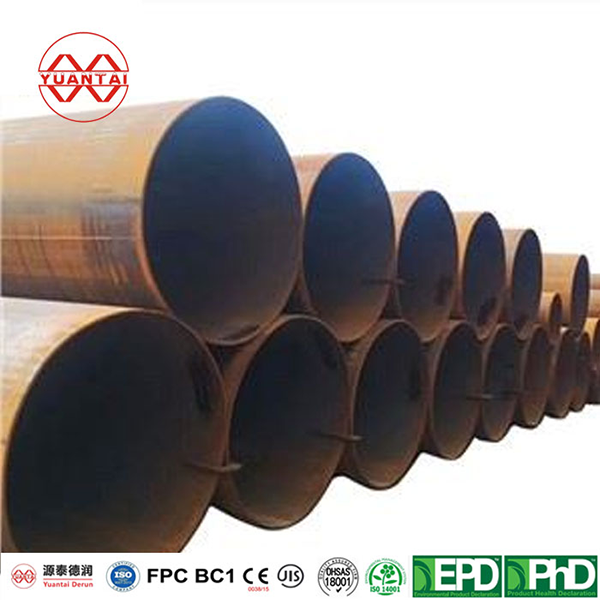
Основные характеристики стальной трубы LSAW:
1) Стальная труба имеет один продольный сварной шов, и как внутренние, так и внешние сварные швы свариваются одной дуговой сваркой под флюсом.
2) После общей механической обработки расширения, внутреннее напряжение стальной трубы является небольшим и равномерно распределенным, что может эффективно предотвратить коррозионное растрескивание под напряжением, с высокой точностью размеров, удобной для строительства сварки на месте.
3) Применяя процесс предварительной сварки, а затем окончательной сварки, процесс сварки является стабильным, а качество сварного шва является высоким.
4) Сварной шов легко поддается неразрушающему контролю в процессе производства и неразрушающему контролю в полевых условиях в процессе эксплуатации.
5) Диапазон спецификации продукта большой, может производить как малый диаметр, большую толщину стенки, так и большой диаметр, большую толщину стенки стальной трубы.