2мм 3мм 10 мм горячекатаного стального листа




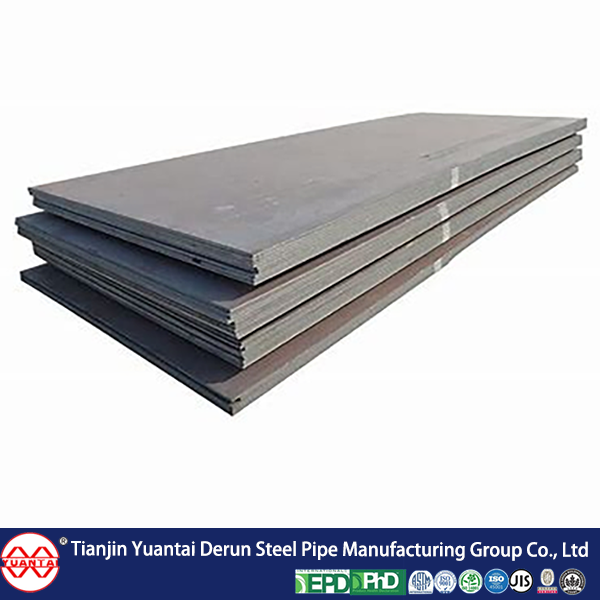
1. горячекатаного стального листа
В качестве сырья используется сляб непрерывной разливки или первичной прокатки, который нагревается в печи ступенчатого нагрева, очищается от окалины водой под высоким давлением и затем поступает на черновой стан. Черновой материал разрезается на головку и хвост, а затем поступает на чистовой стан для прокатки, управляемой компьютером. После окончательной прокатки он охлаждается ламинарным потоком (скорость охлаждения регулируется компьютером) и наматывается на моталку в прямой рулон. Головка и хвостик прямых локонов часто имеют форму язычка или рыбьего хвоста, с неточной определением толщины и ширины, и часто имеют такие дефекты, как волнистые, загнутые и башнеобразные края. Вес рулона относительно большой, а внутренний диаметр стального рулона составляет 760 мм. (Обычно используется в трубной промышленности.) После обработки прямого рулона путем обрезки головки, хвостовика, кромки и многократных проходов линий правки, выравнивания и других чистовых операций его затем разрезают или перематывают на такие изделия, как горячекатаный стальной лист, плоские горячекатаные стальные рулоны, полосы для продольной резки и т.д. Если готовый горячекатаный рулон промыть кислотой для удаления оксидной пленки и покрыть маслом, он превращается в горячекатаный рулон, промытый кислотой. Этот продукт имеет тенденцию частично заменять холоднокатаные листы, имеет умеренную цену и пользуется большой популярностью у большого числа пользователей.
2. Холодная прокатка
Используя горячекатаные стальные рулоны в качестве сырья, после кислотной промывки для удаления оксидной пленки проводят холодную прокатку, и готовое изделие сворачивают в рулон. Из-за непрерывной холодной деформации упрочняющая обработка в холодном состоянии, вызванная холодной деформацией, повышает прочность и твердость рулонного проката и снижает показатели ударной вязкости и пластичности. Таким образом, производительность штамповки ухудшается, и ее можно использовать только для деталей с простой деформацией. Твердые рулоны могут быть использованы в качестве сырья для установок горячего цинкования, так как установки горячего цинкования оснащены проволокой для отжига. Вес рулона твердой рулонной стали обычно составляет 6-13,5 тонн, а внутренний диаметр стального рулона – 610 мм.
Как правило, холоднокатаные листы и рулоны должны подвергаться непрерывному отжигу (установка CAPL) или отжигу в вытяжной печи, чтобы исключить упрочнение при холодной обработке и напряжение при прокатке, а также соответствовать показателям механических характеристик, указанным в соответствующих стандартах.
Качество поверхности, внешний вид и точность размеров холоднокатаного стального листа превосходят горячекатаный лист, а толщина изделия из него составляет около 0,18 мм, что делает его популярным среди большого числа пользователей. Глубокая переработка изделий с использованием холоднокатаных стальных рулонов в качестве основы для получения продукции с высокой добавленной стоимостью. Например, гальваническое цинкование, горячее цинкование, гальваническое цинкование, стойкое к отпечаткам пальцев, стальные рулоны с цветным покрытием и композитные стальные листы, снижающие вибрацию, стальные листы, ламинированные ПВХ.
Опишите разницу между этими двумя:
1. Поверхность холоднокатаного листа имеет определенный блеск и на ощупь относительно гладкая, как у обычного стального стакана для питьевой воды.
2. Если горячекатаного стального листа не подвергать травлению, его поверхность будет такой же, как у многих обычных стальных листов, представленных на рынке, при этом ржавые поверхности будут казаться красными, а не ржавые – фиолетово-черными (оксидная окалина).
(1) Более высокая точность, при этом разница в толщине холоднокатаной полосовой стали составляет не более 0,01–0,03 мм.
(2) Более тонкий размер: самая тонкая холоднокатаная стальная полоса может быть раскатана до 0,001 мм; минимальная толщина горячей прокатки теперь составляет 0,78 мм.
(3) Качество поверхности превосходное, и из холоднокатаного стального листа можно получить даже зеркальную поверхность; Поверхность горячекатаного листа имеет такие дефекты, как окалина из оксида железа и точечные повреждения.
(4) Холоднокатаные листы могут быть скорректированы в соответствии с требованиями пользователя к их эксплуатационным характеристикам, таким как прочность на растяжение и технологичность, например, при штамповке.
Холодная прокатка и горячая прокатка – это два разных метода прокатки. Как следует из названия, холодная прокатка – это процесс производства стали при комнатной температуре, которая обладает высокой твердостью. Горячая прокатка – это процесс производства стали при высоких температурах
Подробное описание
горячекатаного стального листа обладает низкой твердостью, простотой обработки и хорошей пластичностью.
Холоднокатаный лист обладает высокой твердостью и относительно сложен в обработке, но он не поддается деформации и обладает высокой прочностью.
Горячекатаный лист имеет относительно низкую прочность и качество поверхности (из-за окисления и низкой гладкости), но обладает хорошей пластичностью и, как правило, имеет среднюю толщину. Холоднокатаный лист обладает высокой прочностью, твердостью и гладкостью поверхности и, как правило, представляет собой тонкий лист, который можно использовать в качестве штамповочного листа.
Горячекатаный стальной лист обладает механическими свойствами, значительно уступающими по сравнению с холодной обработкой и ковкой, но он обладает хорошей прочностью и пластичностью.
Холоднокатаные стальные листы имеют определенную степень упрочнения при обработке и низкую ударную вязкость, но могут обеспечить хорошее соотношение текучести к прочности. Они используются для холодной гибки пружинных пластин и других деталей. В то же время, поскольку предел текучести близок к пределу прочности при растяжении, опасность во время эксплуатации невозможно предсказать, и при превышении допустимой нагрузки возможны несчастные случаи.
По определению, стальные слитки или заготовки трудно деформировать и обрабатывать при комнатной температуре, и для прокатки их обычно нагревают до 1100-1250 ℃. Этот процесс называется горячей прокаткой. Большая часть стали прокатывается методом горячей прокатки. Однако из–за легкого образования окалины из оксида железа на поверхности стали при высоких температурах поверхность горячекатаной стали шероховатая, а ее размер сильно колеблется. Поэтому сталь с гладкой поверхностью, точным размером и хорошими механическими свойствами должна производиться с использованием горячекатаных полуфабрикатов или готовых изделий в качестве сырья, а затем методами холодной прокатки.
Прокатку при комнатной температуре обычно называют холодной прокаткой. С металлургической точки зрения, границу между холодной и горячей прокаткой следует различать по температуре рекристаллизации. Прокатка при температуре ниже температуры рекристаллизации называется холодной прокаткой, а прокатка при температуре выше температуры рекристаллизации называется горячей прокаткой. Температура рекристаллизации стали составляет 450-600 ℃.
Горячая прокатка, как следует из названия, связана с высокой температурой проката, что приводит к низкому сопротивлению деформации и способности достигать больших величин деформации. Если взять, к примеру, прокатку стального листа, то толщина заготовок для непрерывного литья заготовок обычно составляет около 230 мм, а после черновой и прецизионной прокатки конечная толщина составляет 1-20 мм. В то же время, из-за малого отношения ширины к толщине стальных листов требования к точности размеров относительно низкие, и проблемы с формой пластин возникают нелегко, поэтому основное внимание уделяется контролю выпуклости. Для организаций с особыми требованиями это, как правило, достигается за счет контролируемой прокатки и охлаждения, то есть контроля температуры раскрытия, конечной температуры прокатки и температуры скручивания при прецизионной прокатке для контроля микроструктуры и механических свойств полосовой стали.
Холодная прокатка, как правило, не требует нагрева перед прокаткой. Однако из-за небольшой толщины полосовой стали легко возникают проблемы с формой листа. Кроме того, после холодной прокатки он становится готовым изделием. Поэтому для контроля точности размеров и качества поверхности полосовой стали применяется множество сложных технологических процессов. Производственная линия холодной прокатки имеет большую длину, включает в себя множество оборудования и сложных технологических процессов. В связи с растущими требованиями пользователей к точности размеров, форме и качеству поверхности полосовой стали, появилось больше моделей управления, систем L1 и L2 и методов контроля формы для станов холодной прокатки по сравнению со станами горячей прокатки. Кроме того, температура прокатного стана и стальной полосы также является одним из важных контрольных показателей.
Что касается холоднокатаных и горячекатаных тонких листов, то существует разница между предыдущим и следующим технологическими процессами. Горячекатаный прокат является сырьем для производства холоднокатаных изделий. При холодной прокатке используется прокатный стан для прокатки рулона горячекатаной стали, прошедшего кислотную промывку. Оба процесса основаны на холодной штамповке, в основном это прокатка толстых горячекатаных листов в тонкие холоднокатаные пластины. Обычно горячекатаный лист толщиной 3,0 мм можно прокатать на станке для получения холоднокатаных рулонов толщиной 0,3-0,7 мм. Основной принцип заключается в использовании принципа выдавливания для принудительной деформации.
Чтобы узнать текущие цены на горячекатаный стальной лист, пожалуйста, свяжитесь с нами по адресу:
Электронная почта: sales@ytdrgg.com
Горячая линия: (+86) 13682051821